The Basic Theory Of Sheet Metal Bending
When the sheet metal is formed by bending, the length of the straight line part of the plane is unchanged, the bending part is compressed by the inner wall material, and the outer wall material is stretched, and there is an ideal transition surface in the middle that is neither compressed nor pulled, called the neutral layer. , This position is characterized by the same length of the part before and after bending.
The neutral layer is the theoretical basis and benchmark for bending calculation. Generally, the ratio of the distance from the neutral layer to the inner wall of the bending to the plate thickness is defined as the K coefficient, which is convenient for the comparison of various plate thickness materials.
The Calculation Method Of Sheet Metal Bending
The following are two methods of bending calculation. The method is very simple, and you will understand the basic theory carefully.
1.Bending Compensation Method

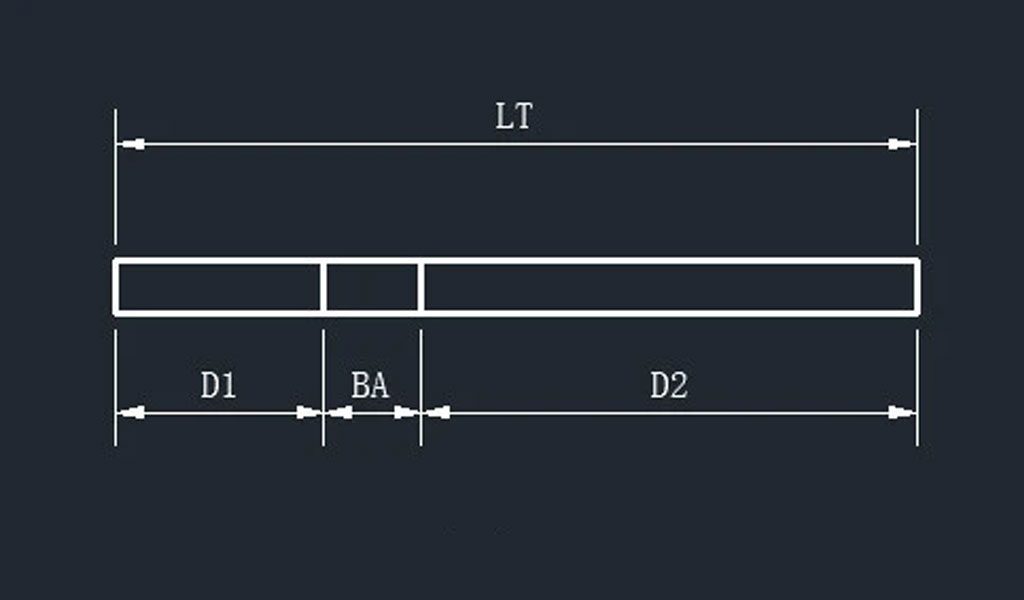
LT = D1 + D2 + BA —— Equation (1)
LT, D1, D2, and BA are shown in Figures 1 and 2, and are understood in conjunction with the neutral layer.
2.Bending deduction method V: swfb520
LT = L1 + L2 – BD ——Equation (2)
LT, L1, and L2 are shown in Figures 1 and 2, and BD refers to the deduction value, that is, the rollback amount.
3.The relationship between bending compensation BA and bending deduction BD
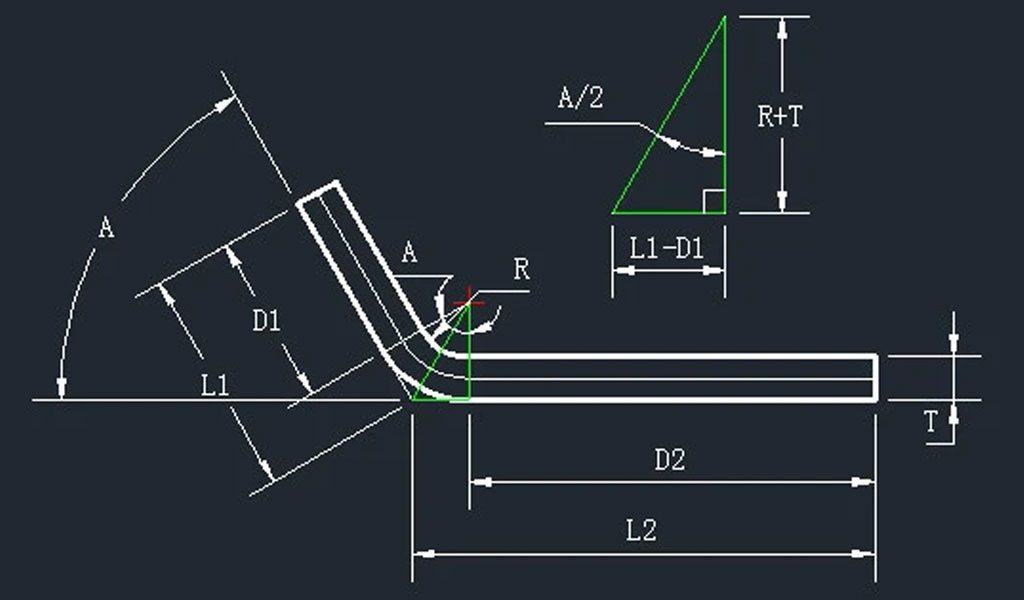
TAN(A/2) = (L1-D1)/(R+T) — Equation (3)
Similarly TAN(A/2) = (L2-D2)/(R+T) ——Equation (4)
From equations (1) to (4), the relationship between the compensation amount BA and the deduction amount BD is:
BA = 2(R+T)TAN(A/2)-BD — Equation (5)
Assuming a 90-degree bend, BA = 2(R+T)-BD ie BA + BD= 2(R+T)
The introduction of K coefficient
Generally, the ratio of the distance t from the neutral layer to the inner wall of the bend to the plate thickness T is defined as the K coefficient K = t / T
Combined with Figure 1, BA = Pi(R+K*T)A/180
The sources of obtaining the K coefficient include sheet metal material suppliers, test data, experience and manuals, etc., and the main factors affecting K are the material (type, thickness, etc.) and processing (bending radius, lower die slot width, machine tool stepping speed, etc.)
Inventor software sheet metal unfolding rules include “linear”, “bending table”, “custom expression”, the K coefficient value in the style is the K coefficient referred to in this article.
The introduction of bending neutral layer theory and K coefficient is convenient to understand the calculation of the expansion length, and to understand the influencing factors of the K coefficient value
The two methods to calculate the bending and unfolding formula are as follows
- Bending compensation method: LT = D1 + D2 + BA = D1 + D2 + Pi(R+K*T)A/180
- Bend Deduction: LT = L1 + L2 – BD = L1 + L2 – (2(R+T) – Pi(R+K*T)A/180)
In order to facilitate and quickly calculate and convert, Pintejin can directly query the deduction value by using the material type, plate thickness, bending radius and V-groove width. A deduction value is deducted for one bending, and the position of the bending line is half of the deduction value. The bending line is generally deducted from the largest size after forming minus half of the bending. It is the vertical dimension from the base edge to the bend line.
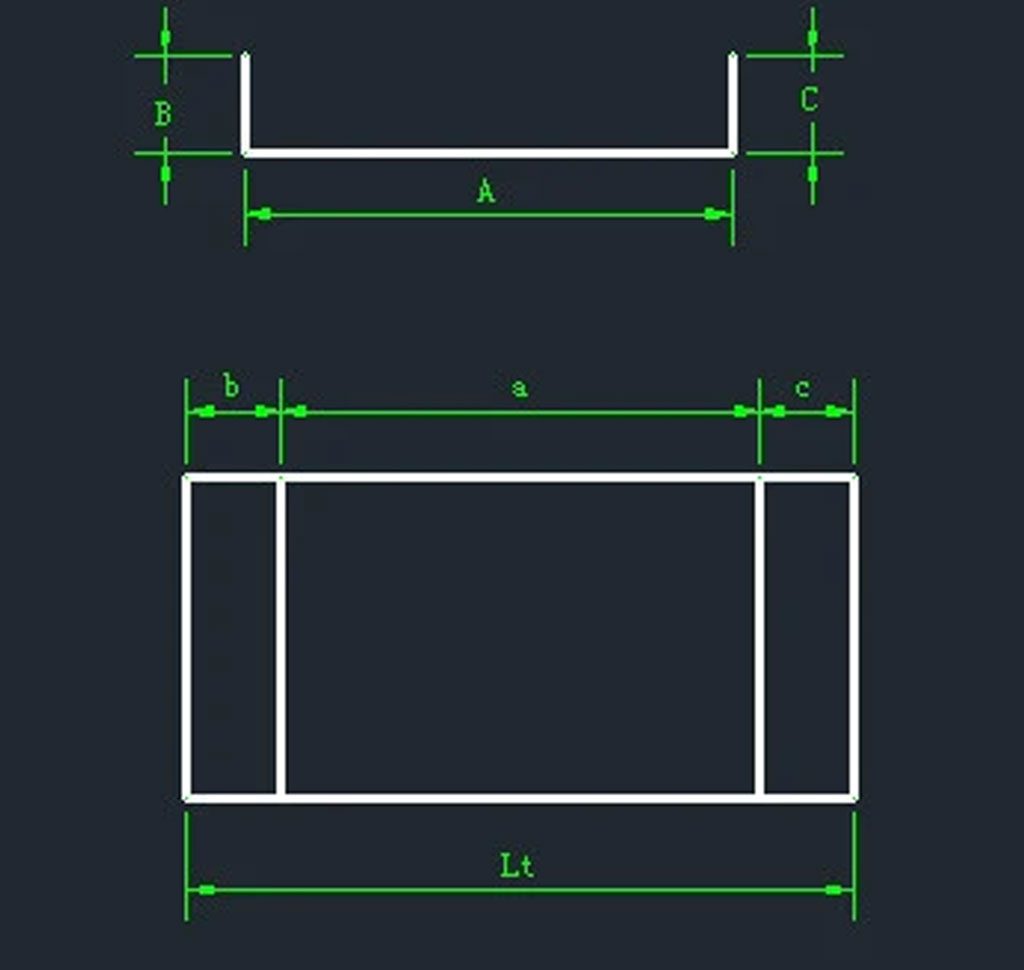
Assuming the deduction value is X, the expansion relationship is as follows
b=B-0.5X c=C-0.5X a=A-X
Lt=A+B+C-2X
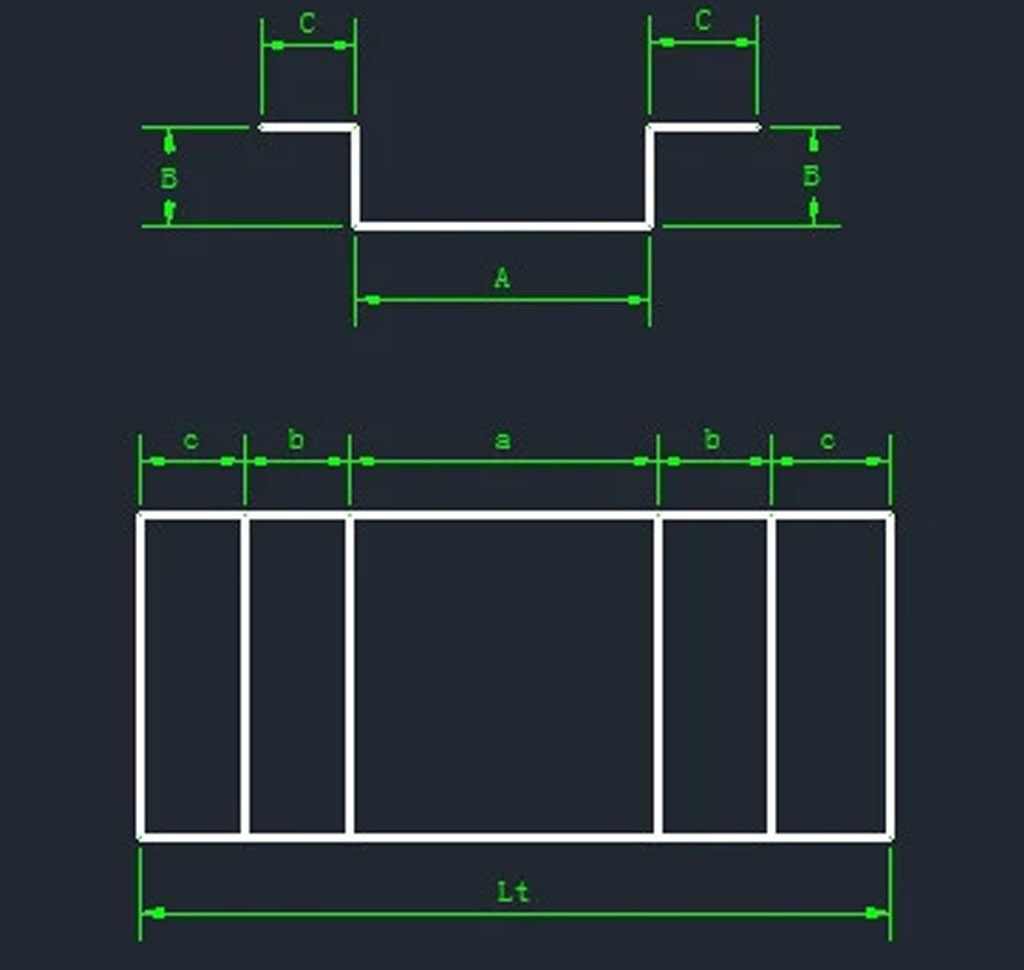
c=C-0.5X b=B-X a=A-X
Lt=A+2B+2C-4X
END